紫外皮秒激光器对mm厚度材料常规钻孔
2019-01-15 10:32:04
紫外皮秒激光器对mm厚度材
详细介绍
本案例展示加工一钟长宽比近200的微孔!
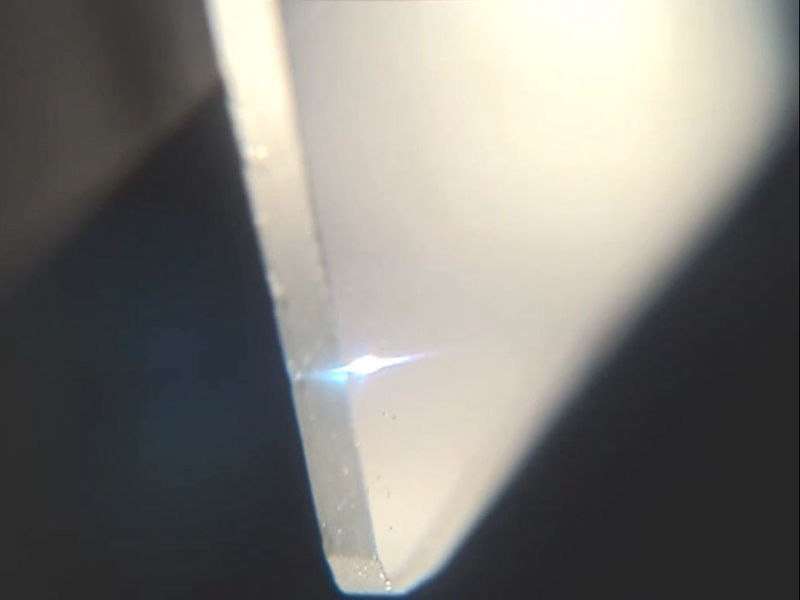
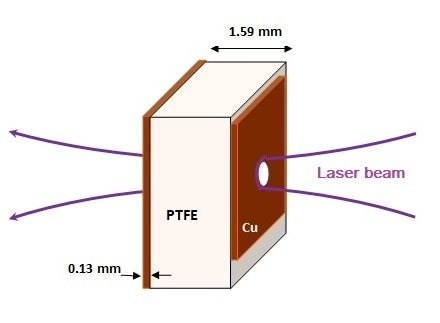
这是一个最小直径为10微米(或更小)的开口,一直穿过1.8mm厚的金属和介电材料的异质“夹层”。使用紫外皮秒激光器可以实现这一点。但请注意,本次未使用任何特殊的高能量激光加工设备,而是采用标准的常规加工方法。在这种情况下(请参见图片),一个6 ps/266 nm(FHG)的紫外皮秒激光器,每个脉冲只有30uJ的能量,以400 Hz的重复频率打向目标,每个微孔钻孔时间约2分钟。为了使加工过程尽可能简单,我们没有使用特殊的钻孔技术,如深度扫描或特殊钻孔技术。
采用Passat现成的266nm紫外皮秒激光器在Cu覆层Teflon样品中钻出高纵横比的微孔。
这些孔是通过CuFlon钻孔的,这是一种由Polyflon(一家Crane Co.公司)生产的铜包覆Teflon层压板。使用的实际样品如上图(插图)所示,其中放大了显示区域。在图中,当样品在显微镜下背光时,微通孔直径比较明显。
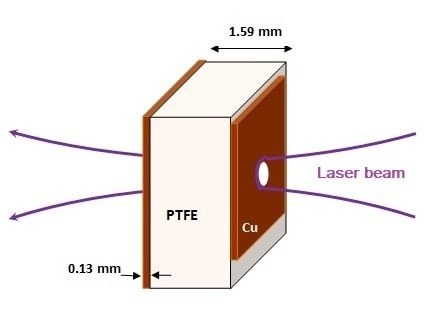
层压板样品在1/16英寸厚的Teflon基板的两侧具有127um厚的Cu层。
每2分钟后,样品横向移动并沿着光束路径移动,扫描聚焦光束的腰部。光束轻轻聚焦,f /#约为20(焦距为60 mm)。
观察到的孔直径在25um到小于10um之间变化,这取决于光束聚焦腰部和大部分材料之间的重叠程度。由于材料比光束的焦深深几倍,所以孔沿其长度具有轻微的锥形轮廓。在这种简单的加工配置中,没有特别注意减少热影响区(HAZ),但由于使用超短脉冲,热影响区相对较小。
可以将这个简单的演示推断为激光器以其全部能量(266nm/100uJ)集成在3轴或甚至5轴CNC数控系统中,类似系统有可能应用于精密激光微加工。
>> 紫外皮秒激光器